
Ultrasonic Welding vs Laser Welding: Principles, Performance & Application Comparison
Publish Data:2026.5.10 Author: Hyusonic
Introduction: Two Technologies, One Goal
Ultrasonic welding and laser welding both produce clean, reliable joints without filler metals or fluxes. But they arrive at that result through fundamentally different physics — and that difference determines where each excels, and where each fails.
In manufacturing, the cost of choosing the wrong process can be invisible. A weld that passes initial QC but fails after 1,000 thermal cycles doesn‘t announce itself at the machine. It shows up in warranty claims, recalls, or a customer who never reorders. That is why understanding the distinction between these two technologies is not academic — it is a production decision with real financial consequence.
This comparison draws on published research, our own application data at Hyusonic, and industry benchmarks. We cover principles, materials, weld strength, heat impact, cost, and application — with the detail that engineers need and the clarity that purchasing teams can use.
1. Principles: Solid-State Friction vs. Fusion
1.1 Ultrasonic Welding — Scrubbing, Not Melting
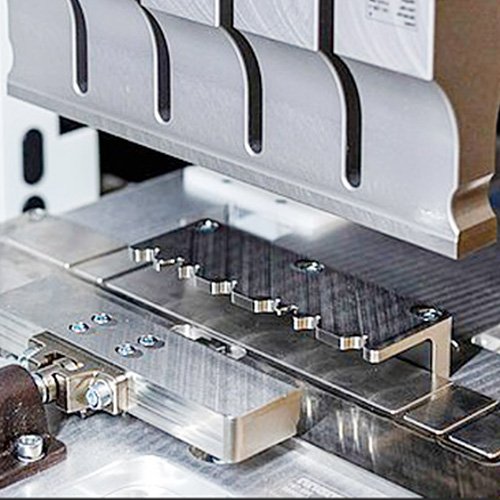
Ultrasonic welding is a solid-state process. A sonotrode oscillates at 20–40 kHz under pneumatic pressure, creating high-frequency lateral scrubbing between the two workpiece surfaces. This scrubbing breaks down oxide layers and drives plastic deformation at the interface. Once clean metal is exposed and pressed together, atomic diffusion forms a metallurgical bond — all without reaching the melting point of the base materials.
The physics is deceptively simple: oxide removal plus intimate contact equals a bond. But the practical implications are significant. Because there is no melt pool, there are no solidification defects — no porosity, no hot cracking, no brittle cast structure. This is why ultrasonic metal welding has become the standard for thin foil-to-tab connections in lithium-ion battery cells, where a single pore in the weld can seed a failure years later.
At Hyusonic, we run our ultrasonic metal welding machine systems in both energy mode and time mode, with real-time monitoring of frequency, power, and displacement traces for every weld. For copper foil stacks (typically 20–30 layers at 8–12 µm each), a 20 kHz system with digital amplitude control consistently produces joints with electrical resistance below 10 μΩ.
1.2 Laser Welding — Controlled Melting
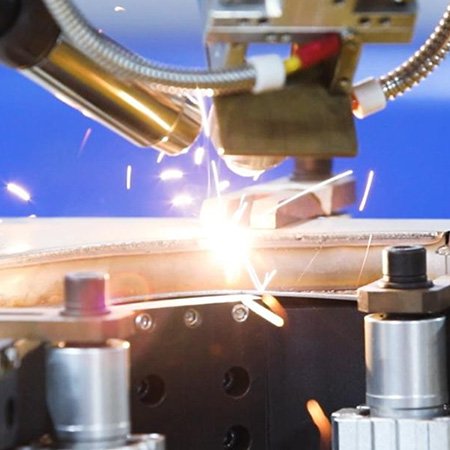
Laser welding is a fusion process. A focused high-energy-density beam — typically from a fiber laser — melts the material at the joint interface, creating a shared molten pool that solidifies into a continuous weld. The energy delivery is non-contact and can be steered with galvanometer scanners at speeds exceeding 200 mm/s.
The advantage of laser welding lies in its penetration capability and flexibility. A fiber laser can weld through 2–4 mm of aluminum or copper in a single pass, and the beam can access joints that a physical sonotrode cannot reach. Modern beam-shaping techniques — such as core/ring fiber laser configurations with oscillation — allow precise control over melt pool dynamics, which is critical when welding dissimilar materials like Al to Cu, where uncontrolled mixing forms brittle intermetallic compounds (IMCs) that destroy joint integrity.
Principle comparison at a glance:
| Ultrasonic Welding | Laser Welding | |
|---|---|---|
| Bonding mechanism | Solid-state atomic diffusion | Fusion and solidification |
| Heat source | Interfacial friction | Photon energy absorption |
| Temperature at joint | Below melting point (~0.4–0.6 Tm) | Above melting point |
| Contact type | Physical contact required | Non-contact |
| Oxide removal | Mechanical scrubbing during welding | Requires pre-cleaning |
2. Materials and Compatibility
2.1 What Ultrasonic Welding Handles Best
Ultrasonic welding excels with two categories:
For plastics: Thermoplastics — ABS, PP, PC, PS, and engineering blends — are the natural fit. The process is fast (0.1–1 second per cycle), requires no preheating or consumables, and produces clean, hermetic seals without weld lines or sink marks. It is the dominant joining method for automotive interior components, medical device housings, and consumer electronics enclosures. Our ultrasonic plastic welding machine systems achieve over 99% first-pass yield on well-designed parts.
For metals: Ultrasonic metal welding works on non-ferrous metals — copper, aluminum, nickel, gold, silver — provided the material has sufficient ductility. Thickness is the main constraint: for copper, practical limits are around 0.8 mm per layer in a single-pass weld; for aluminum, around 1.0 mm. Oxidized or plated surfaces generally weld acceptably without pre-cleaning because the scrubbing action removes the oxide layer in-situ.
2.2 What Laser Welding Handles Best
Laser welding dominates where ultrasonic hits physical limits. Thick copper or aluminum busbars (2–4 mm) in energy storage systems, high-strength steel in automotive body-in-white construction, and titanium alloys in aerospace — these are laser’s territory. Laser can also join dissimilar metals that ultrasonic cannot easily bond, such as copper-to-steel or aluminum-to-titanium, though Al-Cu dissimilar joints remain challenging and require careful beam management to control IMC formation.
For plastics, laser welding works on a narrower material set: the top layer must transmit the laser wavelength (typically 980 nm or 1064 nm) while the bottom layer absorbs it. This makes it suitable for clear-to-dark or clear-to-clear (with additives) combinations, but it excludes highly crystalline polymers and materials with high glass-fiber content.
A practical rule from our application lab: if your metal part is thin (under 1 mm), non-ferrous, and produced in high volume, ultrasonic welding is typically the faster, lower-cost choice. If you need penetration depth beyond 1.5 mm, are joining dissimilar metals with different melting points, or require access to hidden joints, laser becomes the necessary option.
3. Weld Strength, Heat Impact, and Electrical Performance
3.1 Weld Strength: Deep vs. Surface
Laser welding inherently produces deeper penetration and higher absolute joint strength in metals. A properly executed fiber laser weld on aluminum can achieve pull forces exceeding 3,000 N with near-base-metal strength. Ultrasonic metal welds, which are fundamentally surface bonds, typically reach approximately 2,200 N in comparable configurations.
However, strength is not always the relevant metric. In many electronics and battery applications, what matters is not ultimate tensile strength but consistent electrical performance over thousands of thermal cycles. Here, ultrasonic welding has advantages that strength numbers alone do not capture.
3.2 Heat-Affected Zone (HAZ) and Thermal Damage
This is the most consequential difference between the two processes for many applications.
Ultrasonic welding generates heat only at the immediate interface through friction. The temperature typically peaks at 0.4–0.6 of the melting temperature (in homologous temperature terms), and the heat-affected zone extends only a few microns into the base material. There is no microstructural transformation in the bulk material, no grain growth, and no recrystallization — the base metal retains its original mechanical and electrical properties. This makes ultrasonic welding safe for temperature-sensitive components, such as battery electrode assemblies where excessive heat could degrade the separator or electrolyte.
Laser welding, by contrast, melts the material. The heat-affected zone (HAZ) can extend hundreds of microns to millimeters, depending on parameters. This can alter the microstructure — grain growth in the HAZ, precipitation in age-hardened alloys — and introduce residual stresses. Modern wobble welding algorithms and beam-shaping strategies have substantially reduced HAZ dimensions, but the fundamental physics of fusion cannot be eliminated: if you melt metal, you change its microstructure.
3.3 Electrical Resistance: A Nuanced Picture
For electrical interconnects — battery tabs, busbar joints, power electronics — electrical resistance often matters more than mechanical strength.
Ultrasonic welding produces joints with very low electrical resistance because the solid-state bond avoids the formation of resistive intermetallic phases at the interface. A 2024 study published in The International Journal of Advanced Manufacturing Technology found that when ultrasonic welding was replaced with laser welding for pouch cell foil-to-tab joints, electrical contact resistance varied by as much as 13% under 50 A and 75 A passing currents. For applications where every milliohm affects charge efficiency and thermal management, this difference is significant.
Laser welds, properly executed, can achieve ultra-low resistance — in the range of less than 5 μΩ for thick busbar connections. The challenge is consistency: laser welding of Al-Cu dissimilar joints can produce heterogeneous mixing and localized IMC formation, which create resistance hotspots. Beam shaping (core/ring fiber lasers with oscillation) mitigates this, but requires more sophisticated process development than ultrasonic.
4. Cost, Speed, and Automation
4.1 Equipment Cost
The investment difference is substantial. Ultrasonic welding systems for production applications typically range from 15,000to15,000to30,000 for standard configurations. Laser welding systems, by comparison, start at approximately 100,000andcanexceed100,000andcanexceed300,000 for high-power fiber laser workstations with precision motion control.
However, cost-per-part comparisons can favor laser in specific high-volume scenarios. One industry analysis noted that laser welding, despite higher capital cost, becomes the economical choice when production volumes exceed roughly 500,000 parts per year, because higher throughput amortizes the equipment investment.
4.2 Operating Costs and Maintenance
Ultrasonic welding systems have lower energy consumption — 85–90% energy efficiency is typical for modern digitally controlled generators. The main consumable is the sonotrode (welding horn), which wears gradually and requires periodic replacement. Annual maintenance costs are generally low and predictable.
Laser welding systems operate at lower electrical efficiency (40–50% for current-generation fiber lasers), and the protective lens covers require regular replacement. However, because laser welding is non-contact, there is no tool wear from friction, and modern fiber laser sources have mean-time-between-failure ratings exceeding 100,000 hours.
4.3 Welding Speed
Common comparison tables often list ultrasonic as “fast” and laser as “slow,” which oversimplifies the reality.
For small plastic parts and thin metal foils with short weld cycles (0.1–1 second), ultrasonic welding is frequently faster because there is no material handling delay — the sonotrode advances, welds, and retracts in a continuous motion. For multi-layer thick busbar welding, where ultrasonic requires longer hold times and higher energy buildup, laser is substantially faster — under 0.3 seconds per spot versus over 1.0 second for ultrasonic.
In automated lines, the speed comparison shifts further. Laser heads can “fly” between weld locations using galvo scanners with no physical repositioning, while ultrasonic heads must physically clamp each joint. For a 15 PPM (parts-per-minute) battery module line, only laser can sustain the required pace.
5. Industry Applications: Where Each Technology Dominates
5.1 Battery Manufacturing
Battery manufacturing is the clearest example of complementary technology use:
Foil-to-tab welding (pouch and prismatic cells): Ultrasonic metal welding is the industry standard. It produces clean solid-state bonds on thin copper and aluminum foil stacks (8–30 layers) without damaging the delicate separator material nearby. This is where the low heat input and oxide-scrubbing capability of ultrasonic welding provides an advantage that fusion methods cannot easily match.
Tab-to-busbar connections (modules and packs): Laser welding has become the preferred choice for thick busbar interconnects in high-capacity cells (280Ah+ used in energy storage systems). The deep penetration (2–4 mm), non-contact processing, and higher automation speed give fiber laser welding a clear edge. Ultrasonic welding struggles here because the physical pressure required to bond thick copper can deform the cell terminal.
Dissimilar Al-Cu joints: This is the frontier where both technologies are competing and neither is perfect. Ultrasonic welding suppresses IMC growth but faces thickness limits. Laser welding can handle thicker stacks but requires sophisticated beam shaping to control Al-Cu mixing. A 2025 review from Chung-Ang University and Ajou University concluded that “no single process is universally superior” — the selection must match the specific stack-up, reliability targets, and production constraints.
5.2 Automotive
Laser welding dominates structural applications: body-in-white components, transmission parts, and chassis elements where weld depth and strength are paramount. It is also the primary method for sensor housings and engine components requiring high fatigue resistance.
Ultrasonic welding controls the interior: dashboard assemblies, door panels, center consoles, and light housings — all thermoplastic components produced in high volume where fast cycle time and clean aesthetics matter more than ultimate tensile strength. At Hyusonic, we have supplied ultrasonic plastic welding machine systems for automotive tier-1 suppliers that run three shifts, seven days a week, with uptime exceeding 97%.
5.3 Electronics and Medical
In electronics manufacturing, the trend toward miniaturization has driven ultrasonic welding adoption up 34% since 2019. Wire harness splicing, sensor sealing, and delicate PCB connections benefit from the low heat and precise energy delivery that ultrasonic provides.
In medical device manufacturing, the choice often depends on the specific regulatory pathway. Ultrasonic welding is preferred for fluid-path components and disposable device assembly because of its clean, flux-free process and the availability of full IQ/OQ/PQ validation documentation. Laser welding is chosen for implantable device hermetic sealing where penetration depth and seam integrity are critical.
6. Selecting the Right Technology for Your Application
The decision framework below summarizes the technical and economic factors for selecting between ultrasonic and laser welding:
| Selection factor | Favor ultrasonic when… | Favor laser when… |
|---|---|---|
| Material thickness | < 1 mm per layer | > 1.5 mm |
| Material type | Thermoplastics, non-ferrous thin metals (Cu, Al) | High-strength alloys, dissimilar metals, steel, Ti |
| Joint strength requirement | Moderate (sufficient for application) | Near-base-metal strength required |
| Thermal sensitivity | Components near weld are heat-sensitive | Heat can be managed or part tolerates HAZ |
| Production volume | Low to medium (under 500k parts/year) | High (over 500k parts/year) |
| Budget | Capital investment constrained | Higher capital acceptable, lower per-part cost needed |
| Joint geometry | Simple overlap or butt, accessible | Complex 3D, hidden, or hard-to-reach |
| Traceability requirement | Basic quality data sufficient | Full process signature needed per weld |
At Hyusonic, we recommend that any selection process begin with a sample weld trial — using your actual production materials, not generic test coupons. Material temper, surface condition, and plating all affect weldability in ways that no specification sheet can predict. We run trials at our application center for exactly this purpose, providing a full feasibility report with recommended parameters and a clear process recommendation.
Frequently Asked Questions
Q: What is the main difference between ultrasonic and laser welding?
A: Ultrasonic welding is a solid-state process that bonds materials through high-frequency vibration and pressure without melting them. Laser welding is a fusion process that uses a concentrated light beam to melt and join materials. This fundamental difference affects everything else — heat input, material compatibility, weld strength, and cost.
Q: Which technology gives a stronger weld?
A: For metals, laser welding typically produces higher absolute joint strength because it creates deeper fusion welds. However, for many applications — particularly in electronics and batteries — what matters more than raw strength is consistent electrical performance, low heat damage to surrounding components, and long-term reliability under thermal cycling. Ultrasonic welding often excels on these metrics.
Q: Can both technologies weld copper to aluminum?
A: Yes, but with different trade-offs. Ultrasonic welding suppresses brittle Al-Cu intermetallic compound (IMC) formation because it operates below the melting point, but it is limited to thinner materials. Laser welding can handle thicker Al-Cu stacks but requires careful beam management to control IMC formation and avoid porosity.
Q: Why does Hyusonic recommend starting with a sample weld trial?
A: Because material behavior under ultrasonic vibration cannot be reliably predicted from datasheets alone. Foil temper, surface oxidation, tab plating, and stack geometry all interact to affect weld quality. A trial on your actual production materials eliminates guesswork and provides a solid process window before any equipment commitment is made.
Q: Is ultrasonic welding cheaper than laser welding?
A: Yes. Ultrasonic welding equipment typically costs 15,000–15,000–30,000 versus $100,000+ for laser systems. Operating costs are also lower due to higher energy efficiency and simpler maintenance. However, for very high-volume production (500,000+ parts/year), laser’s higher throughput can offset its higher capital cost on a per-part basis.
About Hyusonic: Hyusonic is a Chinese manufacturer specializing in ultrasonic welding technology. We design and manufacture ultrasonic plastic welding machines, ultrasonic metal welding machines, and fully automated ultrasonic welding production lines. Our application center runs material trials for customers developing new products or transitioning from traditional joining methods. Contact us →
External References:
Chung-Ang University & Ajou University (2025). Tab-to-Busbar Interconnections in EV Battery Packs. Micromachines. DOI: 10.3390/mi17010002
Springer (2024). Investigating laser and ultrasonic welding of pouch cell multi-foil current collectors. The International Journal of Advanced Manufacturing Technology. DOI: 10.1007/s00170-024-14281-5
ScienceDirect (2025). Controlled mixing of Al and Cu in laser welded joints. Optics and Laser Technology. DOI: 10.1016/j.optlastec.2025.113091
PatSnap (2025). Laser Welding vs Ultrasonic: Comparing Efficiency Rates. Report